
 English
English
La lamiera ha subito nel tempo molte evoluzioni per adattarsi alle sempre nuove esigenze prestazionali e qualitative richieste dai produttori di beni strumentali. La spianatura è una fase essenziale per i moderni impieghi ad alto valore aggiunto.
Tecnologia
La spianatura è un processo semplice e rapido per ottenere lamiere a misura piane e prive di tensioni interne, che permette allo stesso tempo elevati risparmi ed un prodotto finale ottimale evitando quindi successivi trattamenti.
Motivazioni
la spianatura è altamente consigliata per evitare i problemi ben noti in alcuni processi di lavorazione del coil quali il taglio, la profilatura, lo stampaggio e la tranciatura. Le lamiere uscite dalle linee di laminazione presentano sovente una serie di difetti, generalmente riconducibili a fenomeni diffusi di non planarità. La lamiera non spianata causa difficoltà a qualsiasi tipo di lavorazione successiva in quanto non essendo omogenea può causare problemi a diversi processi a valle provocando inevitabili rallentamenti nella produzione.
Durante il taglio le tensioni interne del materiale di partenza vengono liberate causando deformazioni visibili, quindi la planarità del materiale diventa di rilevante importanza per ottenere un prodotto finale di alta qualità senza passaggi successivi e quindi ulteriori costi. La spianatrice è la macchina che, per definizione, ha lo scopo di eliminare le varie curvature e le ondulazioni delle



Caratteristiche
La spianatrice è una macchina multicilindrica che sottopone il materiale a “deformazioni plastiche alternate” date dai rulli il cui diametro e interasse sono fondamentali per ottenere un perfetto risultato di spianatura in funzione dello spessore e tipo di materiale da lavorare.
I cilindri di lavoro sono motorizzati attraverso una gabbia di trasmissione studiata specificatamente per questa tipologia di lavorazione mentre il moto viene trasmesso attraverso particolati prolunghe telescopiche anch’esse appositamente studiate per trasmettere grandi potenze con piccoli diametri.
Una spianatrice deve avere un numero di rulli adeguato a seconda dello spessore e del tipo di materiale da lavorare come si seguito elencato.
Di norma per materiali più sottili si ha necessità di più rulli spianatori rispetto a quelli necessari per i materiali più spessi.
|
||||||||||||||||||||||||||||||||||||
|
Tabella diametri spianatrice |

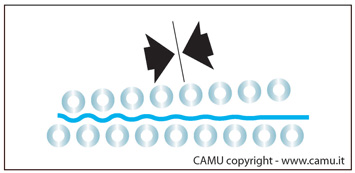
Il processo di spianatura del coils consiste nel sottoporre a “Deformazioni Plastiche Alternate” per rimuovere la memoria e le tensioni interne fino a renderlo perfettamente piano
Per contrastare la flessione dei rulli vengono inseriti appositi controrulli fissati su piani inclinati registrabili attraverso motori elettrici controllati da CN. In base al difetto del nastro l’operatore può regolare le file dei controrulli della bancata inferiore in modo da contrastare la deformazione dell’asse del rullo, esattamente nel punto in cui è necessario togliere il difetto della lamiera. Questa operazione viene facilitata attraverso la visione di un grafico nel pulpito di comando.
A seconda dello spessore del materiale da lavorare e alla sua resistenza si possono scegliere spianatrici a:

4H in cui i controrulli che agiscono direttamente sui rulli – adatte per laminati a caldo e a freddo

6H in cui i controrulli sono supportati da rulli intermedi e controrulli – adatte per acciaio inossidabile, alluminio, rame e preverniciati
CAMU ha progettato un apposito sistema elettronico chiamato EPS (electric pulling system) al fine di assicurare un controtiro inalterato e costante, essenziale per la fase di spianatura e rendere ottimali anche lavorazioni su lamiere o nastri ad alto resistenziale.
Il controllo elettronico di spianatura permette di memorizzare centinaia di programmi mediante i quali è possibile impostare diversi parametri di spianatura come spessore, posizione dei controrulli, tipo di materiale e larghezza del coil permettendo di ripetere facilmente ordini con condizioni di fornitura ricorrente e visualizzabili in forma di grafico attraverso il pulpito di comando principale.
Regolazioni della Spianatrice

Sollevamento verticale della bancata superiore attraverso martinetti meccanici speciali azionati con motori elettrici
Movimento di basculaggio e della penetrazione della bancata superiore azionata con motori elettrici
Esempio deformazione dei rulli inferiori attraverso i CONTRORULLI
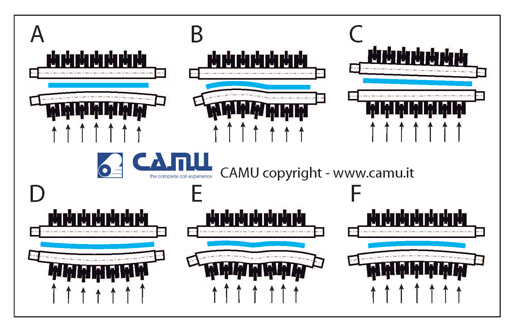
I rulli inferiori possono essere deformati ( vedi figura ) per spianare il nastro, agendo con i controrulli esattamente nel punto in cui è necessario togliere il difetto della lamiera
Difetti del coils che possono essere ridotti usando la spianatrice

Bolle centrali, Entrambi lati ondulati, Un lato ondulato, Bolla grande al centro, Curvatura centrale, Striscia contorta, Curvatura prodotta dall’arrotondamento